Fabian Kruis graduated on his master thesis at the Delft University of Technology on a project for my PhD research1. He investigated the cutting behaviour of plastic clay. As it was the first time we are now actually using the test rig designed by Ines2, he first had to do was a lot of trouble shooting for commissioning the test rig. Spoiler alert: the cutting forces were much higher than expected and the linear drive was not strong enough to cover the whole range of experiments we’ve wanted to do.

The cutting forces involved with cutting of clay are acting on all four sides of the simplified chip. On the outside, there is the barometric pressure of the surrounding water. On the far end, there is an unknown and hard to determine force from the rest of the chip that is not in contact with the blade anymore. At the shear plane, there are the normal force, the internal friction and the cohesion. At the blade, there are the normal force, the external friction force and the adhesion. The sum of these last three forces will give the cutting force we are looking for, as they make up the required cutting power on the drive. But they can only be calculated, once the other forces are known.

Fabian’s assignment was to have our own experience with the cutting of clay and check whether the models used in the dredging industry have any reliability in predicting the cutting forces. checking whether all assumptions and simplifications were justified. e.g. Plastic clay does have similar properties and behaviour as a fluid. And a fluid does not have an internal friction. Consequently, clay should not have an internal friction also. Right? When there is no internal friction, there can’t be an external friction either. Right, right? Fabian tested these assumptions by actually performing shear tests on internal and external planes.3
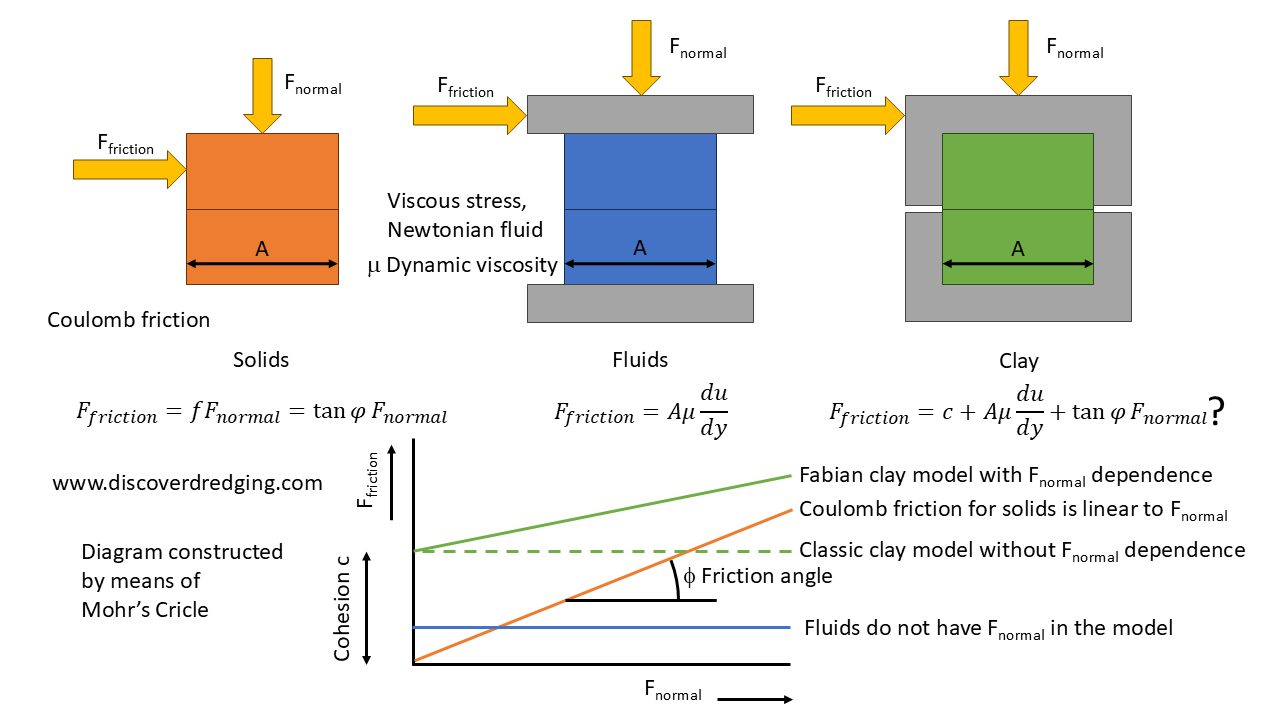
At least for the clay we used in this research, he already found that the assumption for ‘no friction in clay’ is not valid. Consequently, this had knock on effects on the rest of the cutting force calculation. We did find a different behaviour, the shear plane was off and the cutting forces were indeed much higher than expected. It is now up to me to use Fabians results and model modifications to implement into my own research. As a matter of fact, I used part of his thesis to write an article and hope to present this soon. I’ll keep you update on those developments.
As we are very satisfied with Fabian’s work and him as a person himself, we offered him a position in our team at Damen Dredging Equipment in Nijkerk, which he happily accepted. So, next to progress for my research, we have a new colleague. Welcome Fabian, thank you!

References
- Personal Announcement: Going Back To School To Cut Some Clay, Discover Dredging
- Graduation of Ines Ben M’hamed: The Strength of Clay in a Test Rig, Discover Dredging
- Direct shear test, Wikipedia