‘What sets men apart from boys is the size of their toys.’ And that wisdom applies to a lot of students that we’ve had at our company and have grown from boy to man working on our dredge pump slurry test circuit for their internship or graduation. As the test circuit has seen some intense activity these last months and yielded us with some very innovative concepts and possible new products, it was the right time to cover this interesting piece of equipment in the internal Damen Nieuws1 of January 2021 to share with all our colleagues. And that occasion in turn is an excellent opportunity to share with you the article and zoom into some of the details of the circuit.

Already more than ten years ago, we felt the need to have our own testing facility to experiment with the processes in our dredges or check the performance of new products2. After defining the specifications of the circuit, we had Hylke Visscher assisting us in designing the circuit for his internship. Subsequently he could actually supervise the manufacturing of the circuit for his graduation. Hylke worked in close cooperation with Arjan de Vries who in turn did his graduation on the building, outfitting and commissioning of the circuit. Both students from then are now esteemed and valuable colleagues as we have appreciated their performance on their projects.
After those ten years, we have a new generation of students working on the circuit. Arend van Roon recently graduated on his project with the circuit, as covered in my last post3. Currently Wim Kleermaker is preparing his experiments on the dredge pump. Upcoming is Williem Salim, not yet mentioned in the article, but now already starting his internship on the instrumentation of our laboratory. All project on the test circuit are supervised by Pieter van der Kooi as plant manager, Frank Bosman as student coordinator. Depending on the project, Ewout van Duursen, Suman Sapkota and me are supervising the student projects more on a subject level.

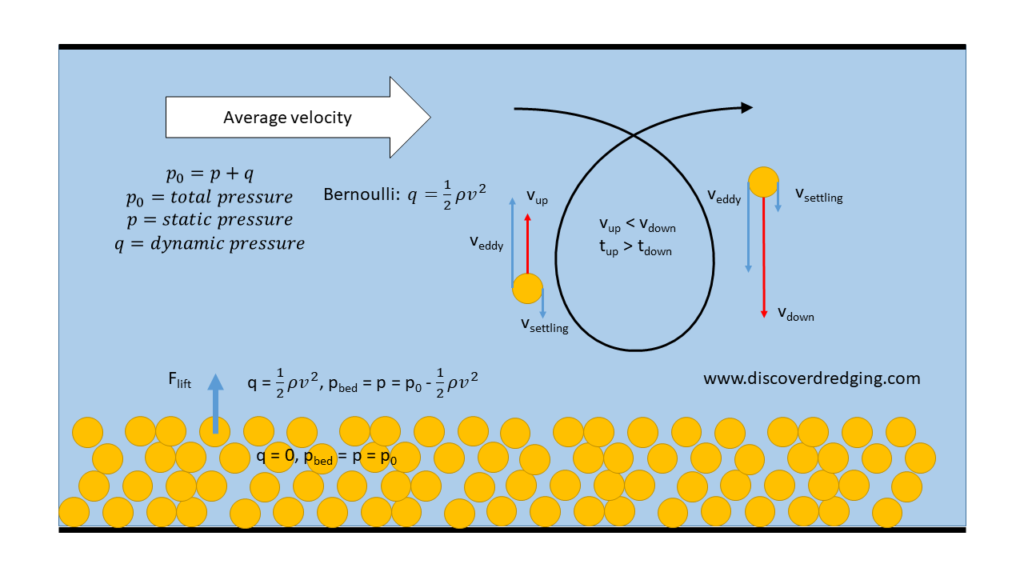
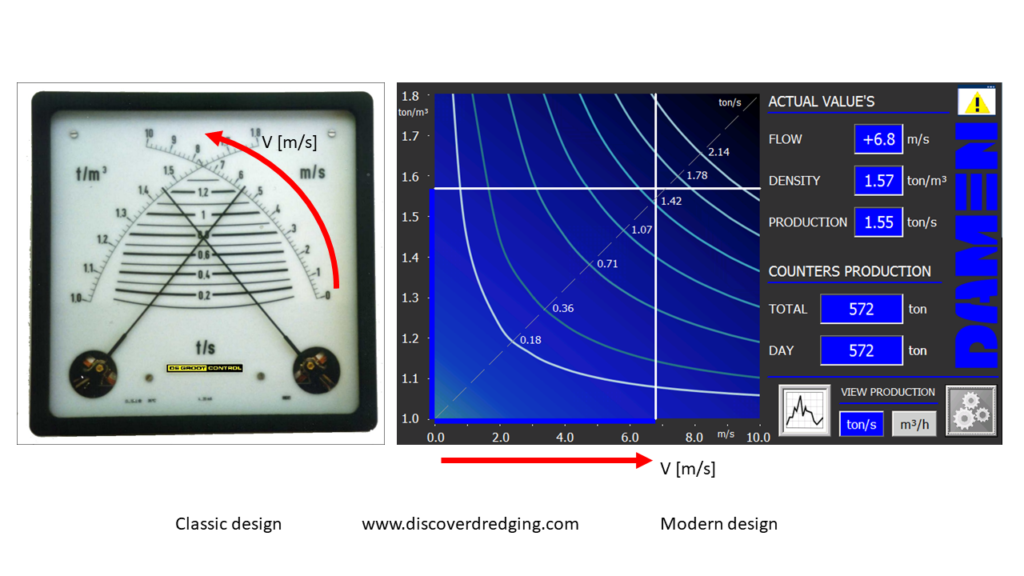
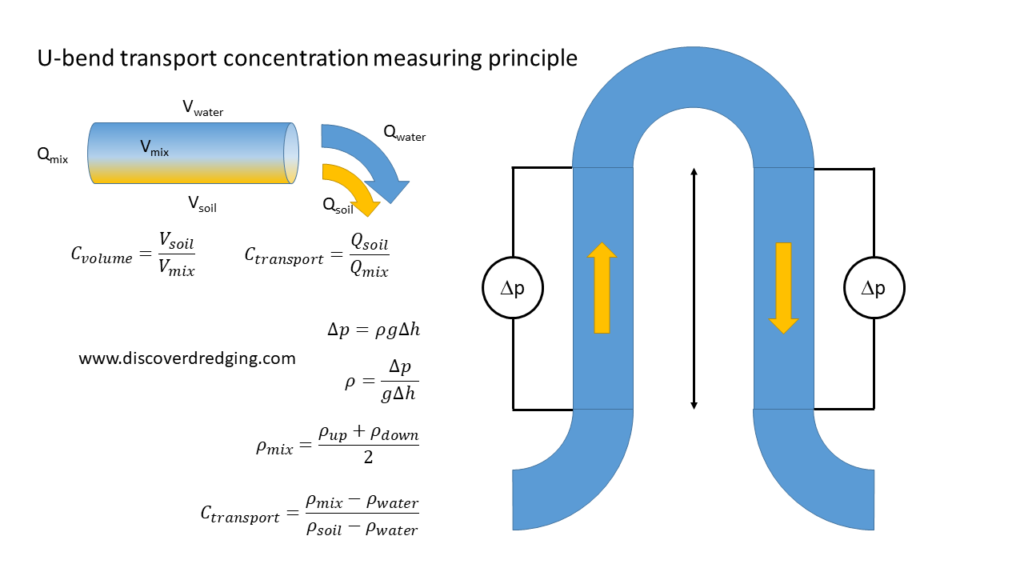
The odd thing you might notice in the loop of the test circuit is the U-bend directly after the dredge pump. Contrary to most first impressions, it is not to generate resistance, although it does so slightly. It is to measure how much sand has been transported. As the circuit is by nature closed, there is no way to check how much we’ve transported through the dredge pump. Sure, there is a density sensor4, but this will only indicate the so called volumetric density; how much material is there in the cross section. It will not differentiate between fast moving slurry and a slow sliding bed. In the extreme you could have a static bed, indicating a very high concentration. Multiplying this with a very high fluid speed, that is squeezed through the remaining aperture, you would expect an impressive production. Wrong! Not a single particle gets transported.
Enter: the U-bend. It measures the hydrostatic pressure differences over a certain hight in the upstream and downstream branches. This will cancel out the velocity differences but will yield the actual transported mass flow. So, that is how we can claim that we already dredged millions of cubic meters, all on the floor area of a 40 foot container flatbed.
References
- Testcircuit, Damen
- Innovation, Damen
- Graduation of Arend van Roon: Detecting Flow Regime And Optimising Transport Efficiency, Discover Dredging
- Production management, Damen